
In December 2022, I purchased one of the Spyderco Manix 2 sprint run knives in 15V steel produced with the heat treatment developed by Shawn Houston (Triple B Handmade knives) that produces an impressive Rockwell hardness of 65 HRC. CPM 15V steel from Crucible Industries (datasheet) is a high vanadium (14.5% by weight) wear resistant tool steel. This example is particularly interesting because high carbide knife steels are often deliberately produced with lower hardness to increase the macro-scale toughness. My focus is not on resistance to large scale chipping or breaking of the tip, but rather on whether this steel can take and hold a relatively fine edge with usage that would be considered abusive for a high-end kitchen knife, but considered light duty for a bushcraft/survival knife.
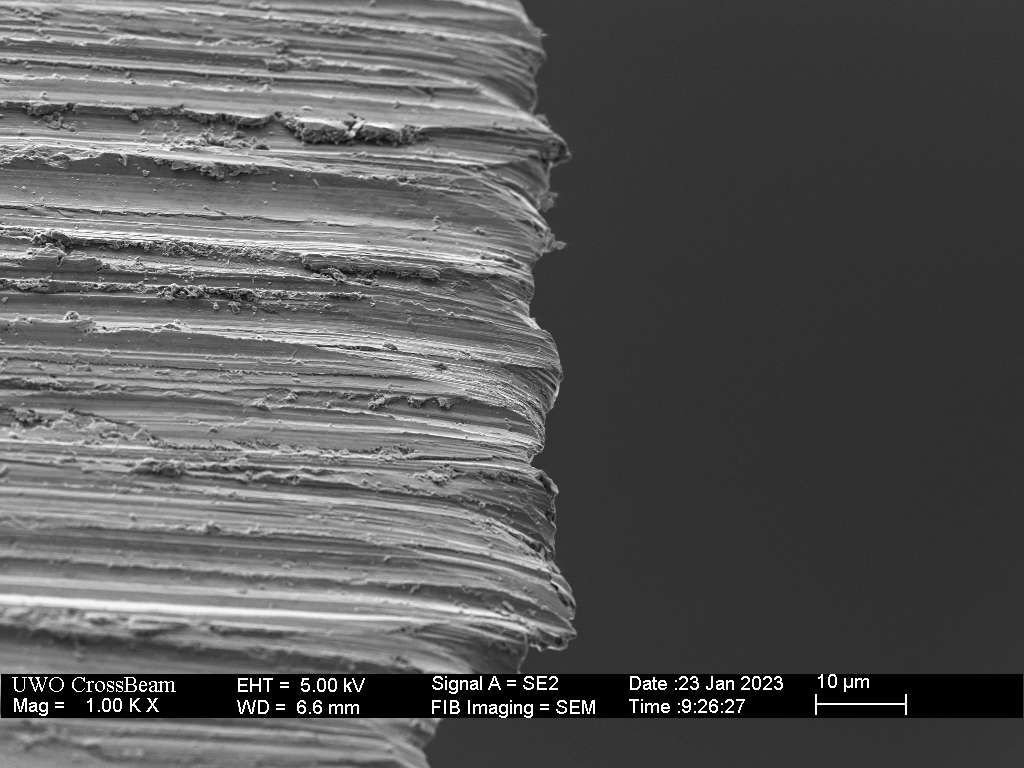
The factory edge had the same character as observed in other Spyderco high carbide factory edges, with the carbides exposed by buffing.

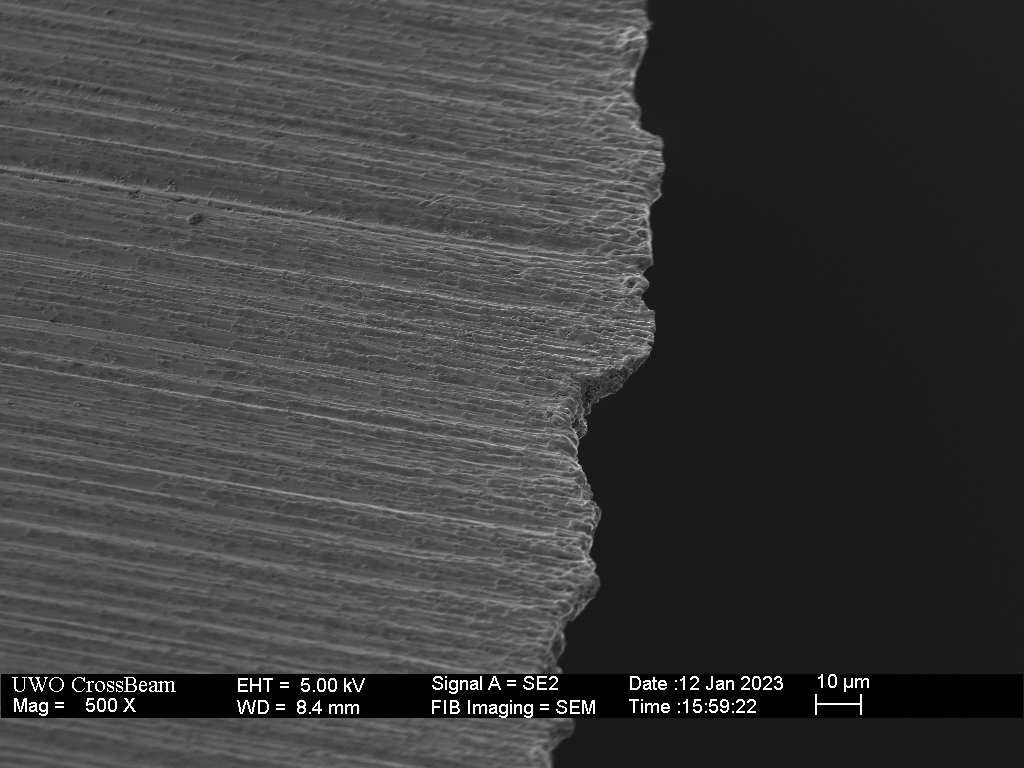
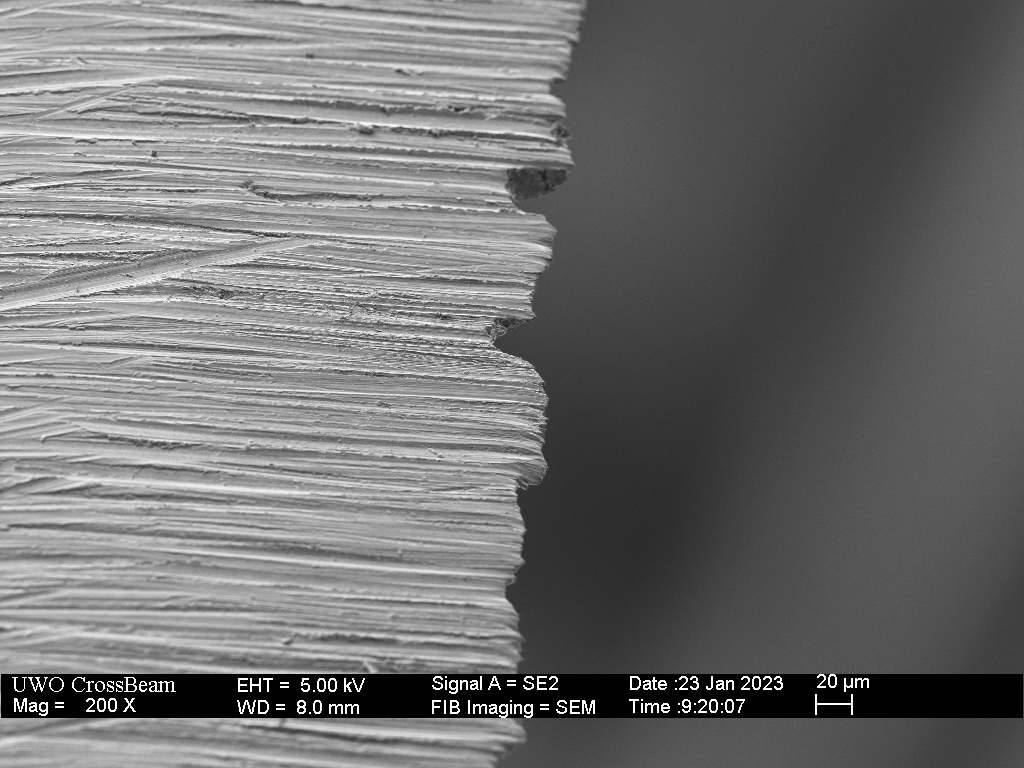
To identify the edge failure mechanisms, I made repeated cuts of 1/4 inch sisal rope with this factory edge. The cuts were performed using just a 1/2 long section of blade with a 1:1 slice ratio and a block of end-grain pine as a cutting board. Examination of the edge after 100 rope cuts shows both small chips and relatively undamaged areas.
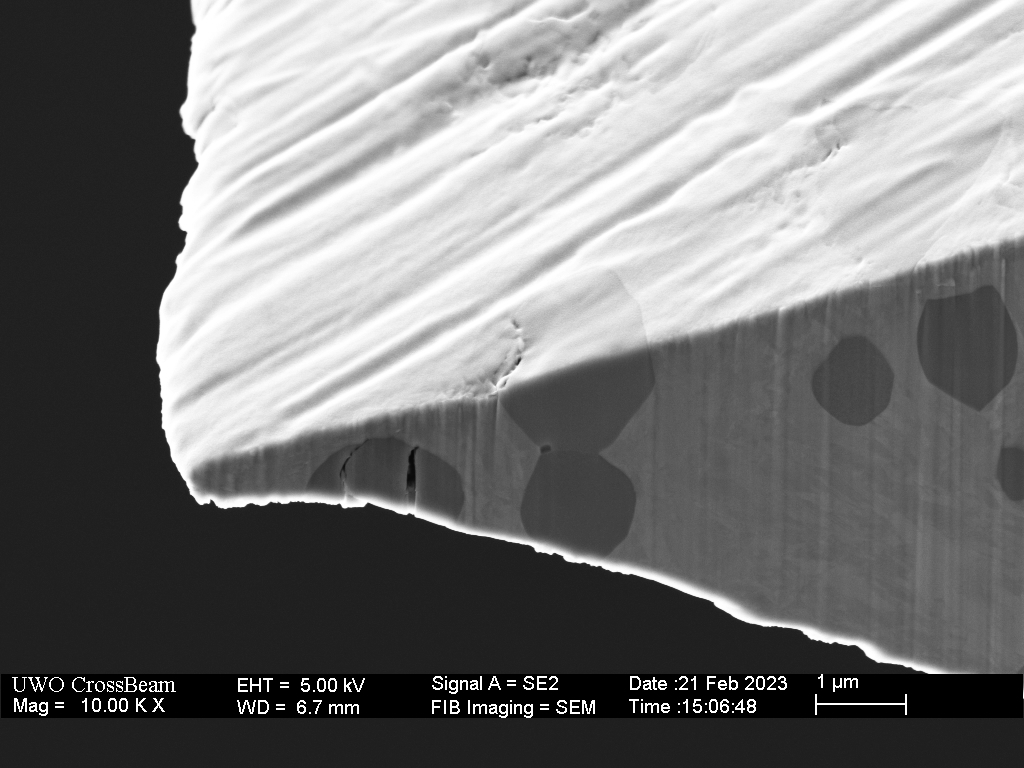
A close-up of a chip shows an adjacent area that is relatively undamaged.

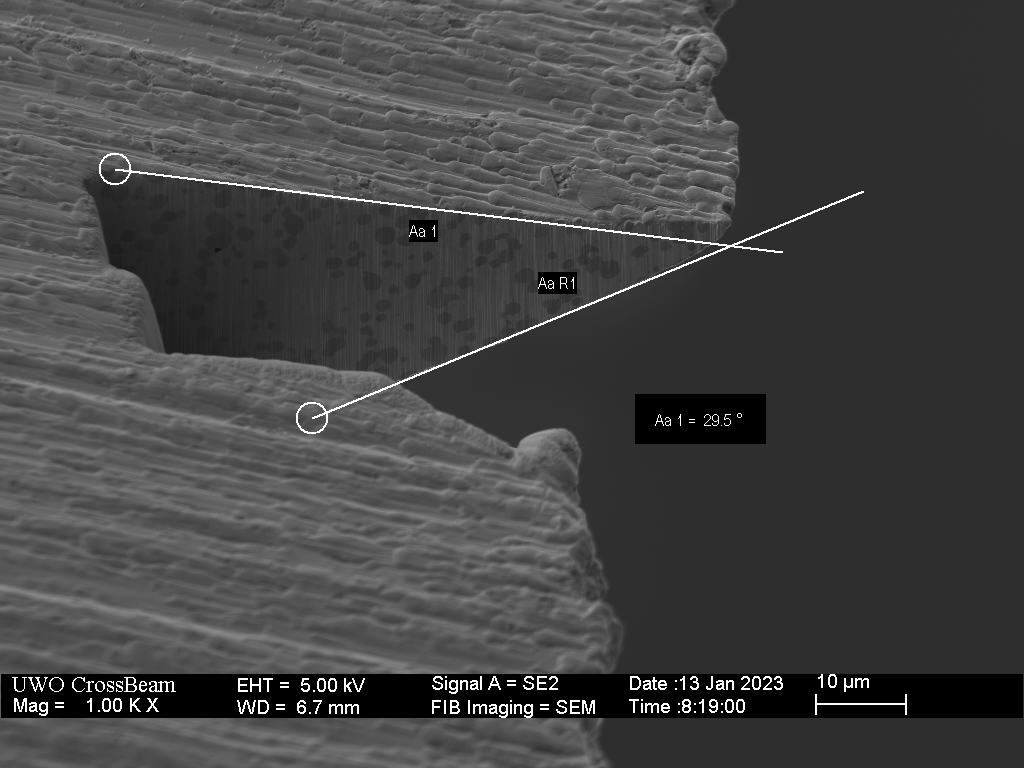
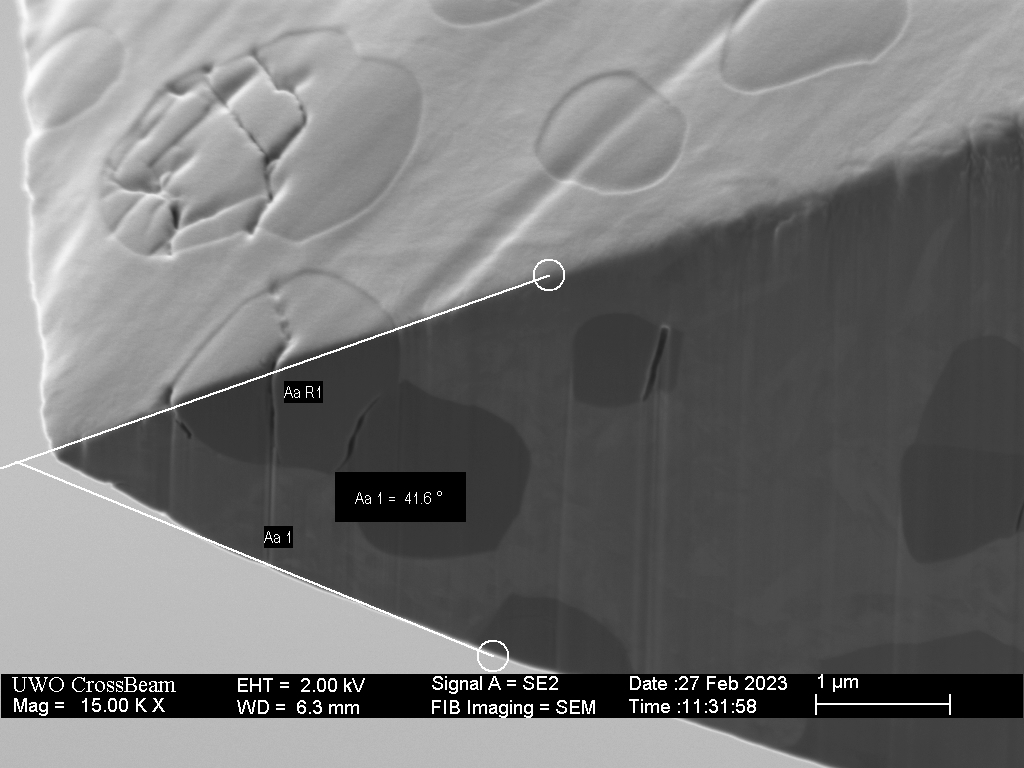
A cross-section was made in an undamaged area of the rope cutting region. The apex cross section measures 30 degrees with slight deflection off center. This is the factory edge sharpening angle. No apparent carbide damage is observed at this location. It is anticipated that the high hardness of the matrix minimizes the flexing of the apex that leads to carbide damage.

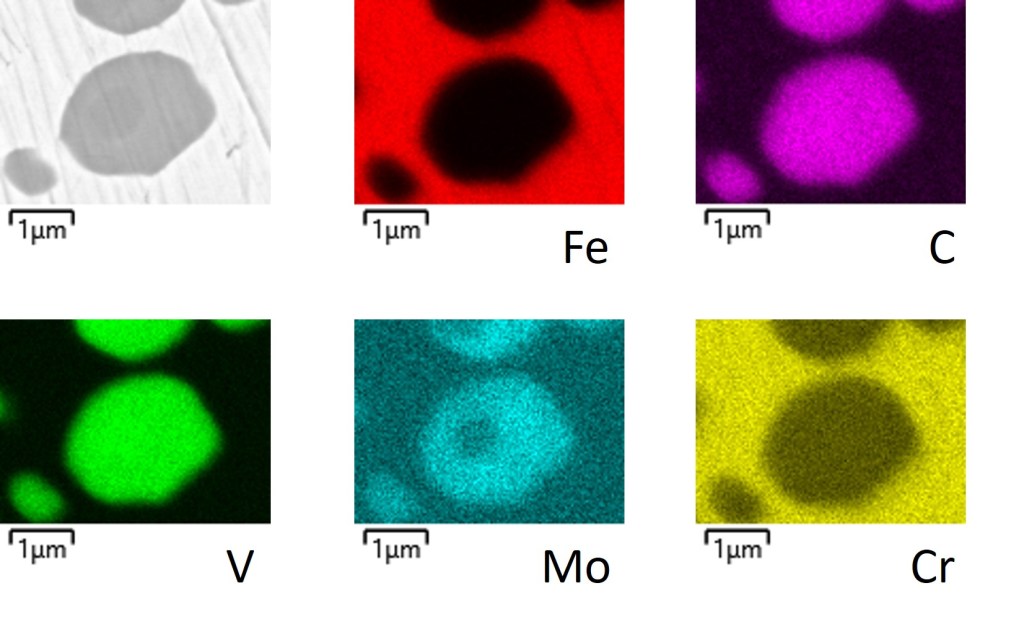
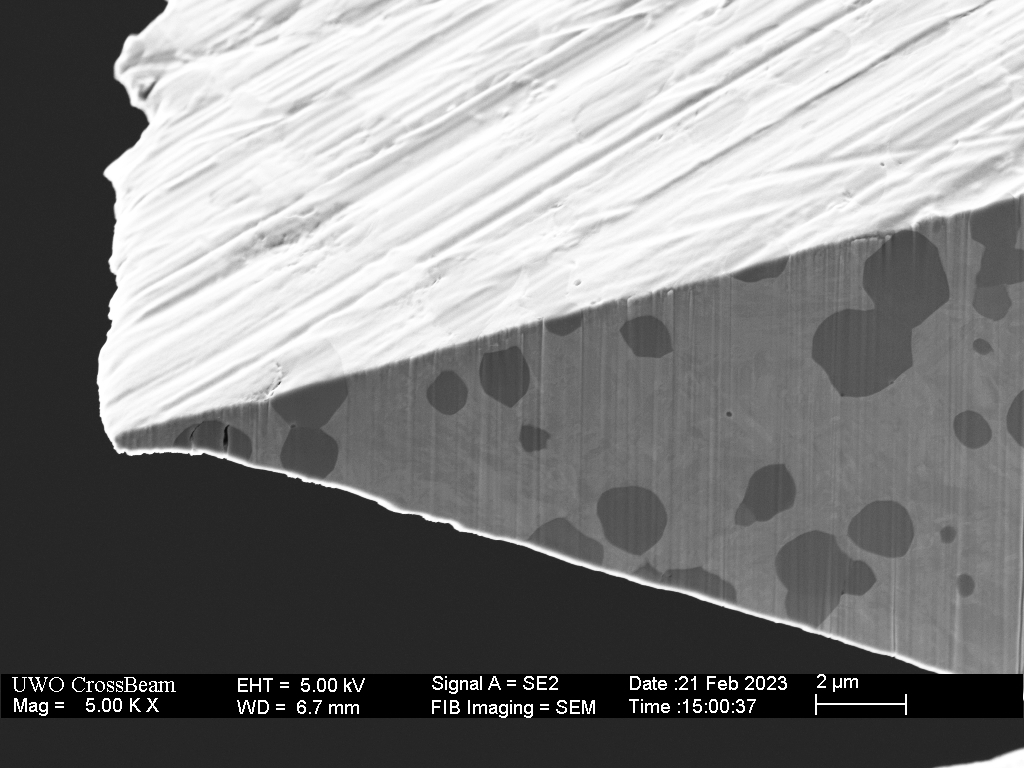
To characterize the microstructure of the steel in this knife, I polished a small area near the tip and performed SEM backscatter imaging and elemental x-ray analysis.
The contrast-thresholded SEM image of the polished 15V surface shows well dispersed vanadium carbides (black) in the iron matrix (white).

Image analysis software was used to determine the size distribution and volume fraction. The size distribution shows typical diameters near 1 micron with very few over 2 microns. The carbides are well dispersed (unlike the S110V example) which is expected to minimize carbide-on-carbide damage during flexing of the steel.

The image analysis also provides a carbide volume of 22% in the polished region.
Energy Dispersive X-ray analysis shows vanadium carbides with some molybdenum in-diffusion leaving essentially pure vanadium carbide cores and molybdenum-doped vanadium carbide shells. The matrix material is composed of iron and chromium with some molybdenum and carbon.

To better evaluate this steel, I re-sharpened this knife several times using different techniques and used it for various cutting tasks. In the example I show here, I first used a DMT Coarse diamond plate to freehand thin the blade to about 25 degrees inclusive. Although some microchipping occurred, the steel performed quite well at this relatively low angle.

With the blade thinned to 25 degrees, I moved to a Wicked Edge 1500 grit diamond hone at 14 degrees per side (28 inclusive). Unlike the DMT coarse which primarily burnishes and removes steel via adhesive wear, this diamond plate is abrasive, cutting both carbides and matrix, evidenced by the fact that whole carbides are visible among the abrasive striations.


The fixed angle of the Wicked Edge sharpening jig helps to minimize the burr as the alternating side strokes will always contact the burr.
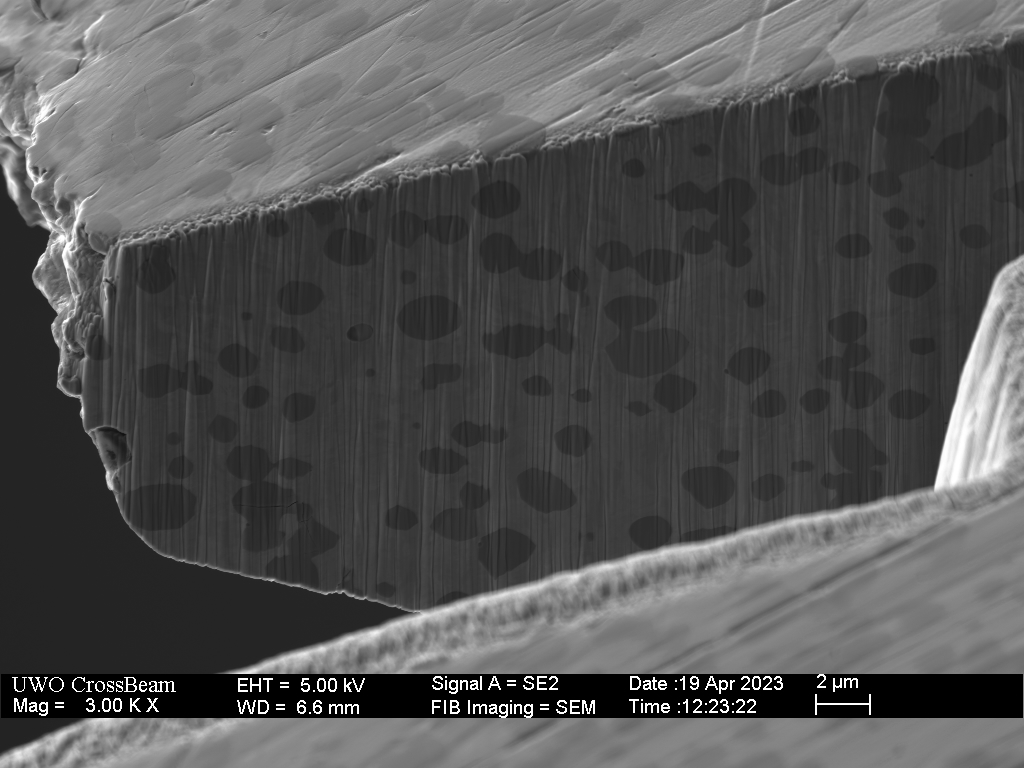
To remove the burr and refine the edge further, I used a 4k EdgePro resin diamond hone affixed to a Wicked Edge paddle. The sharpening angle was targeted at 15 degrees per side. I show cross-sections at two locations below.


The final step was to strop on a double-sided, diamond-loaded kangaroo tail leather paddle strop; 1.0 micron followed by 0.25 micron. The 0.25 micron alone was unable to remove sufficient material, presumably because this is an extremely wear resistant steel.



To test the effectiveness of the keen edge, I repeated the same sisal rope cutting as was done with the factory edge. The first 20 or so cuts were practically effortless and cutting required increasingly more force as the edge degraded. Below, I show cross-sections at 3 places in the cutting edge following the 100 cuts.


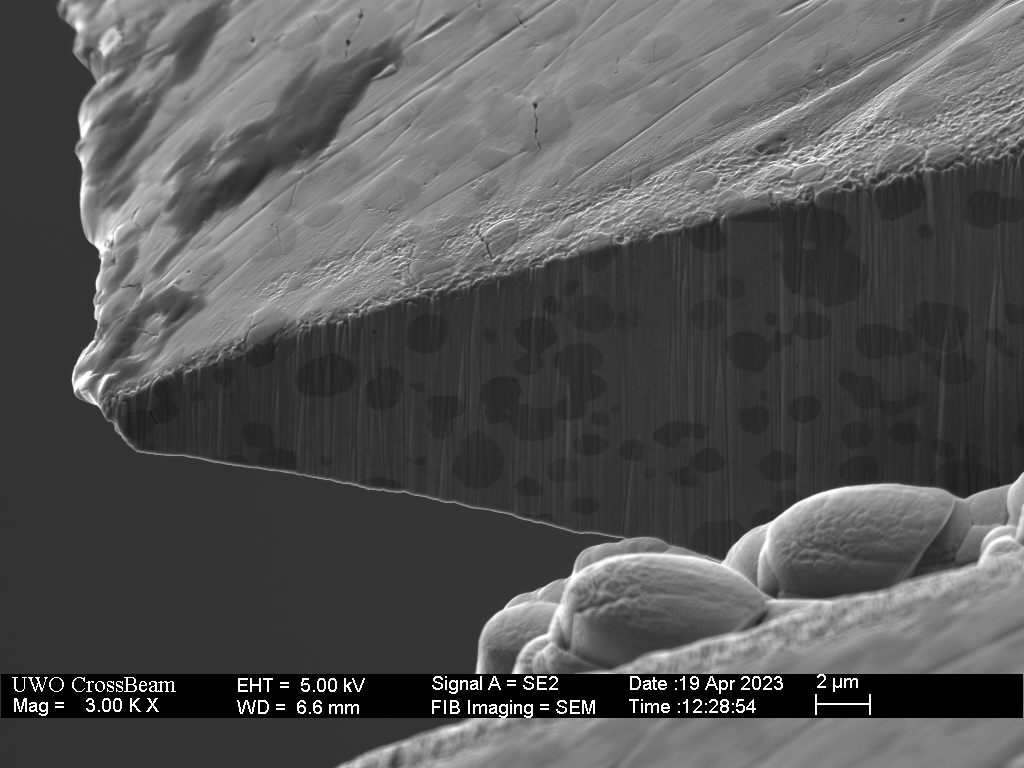
The goal here is not to quantify edge retention, but to visualize the microscopic degradation of the knife edge. For comparison, I show a contrasting example of a the same 100 rope cuts using a simple steel Victorinox paring knife with a “dual grit” edge prepared by Gabe Kirkwood (TheHomeSlice on youtube). Unlike the 15V steel, the softer Victorinox displays deformation and a large roll.

Both the microchips in the 15V and the roll in the Victorinox impede the slicing performance, even though they constitute just fraction of the cutting edge. The microchipped 15V will retain some slicing aggression due to the carbide texture. The surface of the roll is dead-smooth. In normal use we could simply avoid this part of the edge and continue to cut well beyond 100 slices. Again, I am not trying to quantify edge retention, only identify the failure modes. The 15V blade shows no evidence of mushrooming or rolling, certainly due to the high hardness of the matrix. The wear resistance imparted by the high carbide volume prevents blunting via abrasion. Failure seems to occur through chipping as with other high carbide steels, eventually leaving a rough, squared-off ceramic knife type edge.
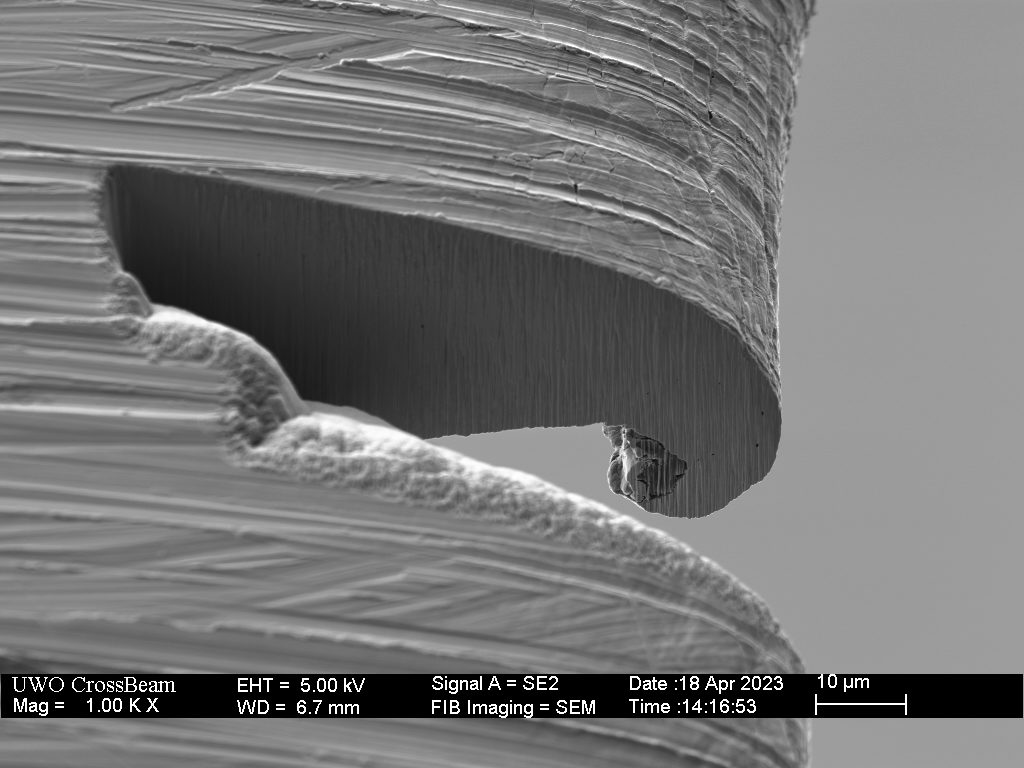
The 30 degree inclusive edge performs well with moderate cutting tasks like rope and cardboard, but not surprisingly does chip when subjected to riskier usage such as cutting 14 gauge copper wire (shown below). A knife is not the appropriate tool for that task, particularly one that is not readily replaceable. The image below show a good sized chip that was formed while cutting the copper wire.


Final Thoughts
The high hardness of the matrix combined with a large concentration of 1-2 micron vanadium carbides that are well dispersed results in a steel that can take and maintain a reasonably thin and refined edge with moderate use. As with the other high carbide steels (K390, Maxamet, S110V) I see little evidence of abrasive wear contributing to edge deterioration, suggesting that traditional CATRA testing (using silica impregnated cardstock) may not be particularly informative for this class of steels. Anecdotally, it was a pleasure using this knife over the past year.

24 responses to “Carbides in 15V”
Really interesting! Thanks for your ongoing posts!
LikeLiked by 1 person
Thanks so much for all your hard work. Would love to learn more about carbide size and concentration compared across steels to see how the perform with the same sharpening.
LikeLiked by 1 person
I think that is outside the scope of what I can do in my spare time. My goal is to increase our understanding of the role of carbides in cutting performance and how different sharpening techniques “interact” with the carbides.
LikeLiked by 1 person
if possible, can you tell me what your favorite knife steels are so far? Also, If not too much trouble, could you tell me why a steel like 8670 wouldn’t outperform these supersteels? Wouldnt more toughness give us a more durable cutting edge at extremely low angles and thin geometry? Or is “toughness” not what we should be looking for but instead something like “strength?” Is all this marketing hype and is it intentionally misleading? I have to say, in real world use with similar thickness bte and same angles, I see no real benefit with super steels and wonder if something like 52100 or aeb-l would keep an extremely aggressive geometry better? I know that’s alot. Sorry and thanks.
LikeLike
Todd, the images are extraordinary. Thank you for sharing with the community. It looks like after stropping you created a 50 nanometer apex on the CPM 15V? Whoa, excellent work.
You said over the past year it was a pleasure to use. May I ask was there any feature or experience in particular that you enjoyed in comparison to other steels?
Thank you.
LikeLike
As I’m sure you would agree, there is a tremendous pleasure in using an extremely sharp knife or tool (and satisfaction when you have sharpened it yourself). Even though it is often a fleeting experience with most steels. What impressed me about this knife was how well it held an extremely keen edge, the tip in particular.
LikeLiked by 1 person
“tremendous pleasure in using an extremely sharp knife or tool (and satisfaction when you have sharpened it yourself). Even though it is often a fleeting experience”
That’s the “idée fixe” of it all.
The little smile and feeling of elation when the edge lasers through material with zero effort.
The stones, geometries, steels, heat treatments and the techniques.
Chasing those fleeting moments of joy with high performance and riding the line between madness and clarity in trying to understand at the most intricate levels how it all really works.
An insatiable quest.
Speaking of madness, could the focused Ion beam sharpen the edge?
LikeLike
Hi Todd.
Exceptional! You are truly an asset to the “edge Industry” in general and the “Edge Junky’s” in particular.
sal
LikeLiked by 1 person
Great work and images Todd!
Would an edge designed specifically for wire (both coper and harder steels), largely differ in apex angle (60 to 75 deg) more so than composition (high carbide concentration to none)? I am not sure that imbedded carbide would be an asset for high hardness steel wire cutting at all, but it looks to have promise for a general purpose blade.
LikeLiked by 1 person
I believe my electrical wire cutters are sharpened around 30 degrees and have no problems, but because of the shearing action there is minimal lateral force. I was trying to cut a loop of wire like you would a piece of rope.
LikeLike
imho this steel makes little sense, beyond novelty, for use in knives over steels like 10v or k390. Essentially you’re trading away critical toughness for additional abrasion resistance that serves no functional purpose outside of extremely niche use cases. seems like a gimmick like basically all SC products. A rather costly gimmick at that. 15v is cool/novel however 10v or k390 at 65 rc are vastly more useful knife steels.
LikeLiked by 1 person
Hi John,
Interesting point of view. What are SC products? I would be curious as to what other blade steels you consider to be a “Gimmick”? And are you suggesting that this type of venture should not be done even if the market is interested?
sal
LikeLiked by 2 people
Hi Sal.
Not John but I feel like the same thing could be said about s110v. There are steels that outclass it just like what John is saying about 10v and 15v . For me my S110V manix is also kind of a niche knife. I only ever use it for food prep outside of the house. It’s too chippy to be used very heavily but will never corrode and stays sharp a lot longer than my cheap kitchen knives. That makes it useful in my opinion. The reason these steels exist and continue to get better is because there is a market or need for them. It can’t be cheap to develop new steels.
LikeLike
I have been a Materials Scientist for the past 3+ decades and have observed new materials and fabricated devices go from niche or hype to significant commercial products. That is just the way Science works.
I think we should be grateful for people who are willing and able to make these new materials available for people to try.
I’m not (yet?) convinced that more carbides or harder carbides is necessarily better but I do think it is worth evaluating new materials.
LikeLiked by 1 person
I agree with all of that. ”Carbide alternative” steels absolutely have their uses, such as when carbide itself is too brittle, etc. In the case of knives however, for a blade material that’s actually going to be used in the real world as knife, there is a tradeoff and point of diminishing returns. Here’s the thing. 10v maintains significantly better toughness at high hardness and thus can accommodate more aggressive geometries that will not only offer better initial cutting ability and performance characteristics but also keep cutting for longer in a majority of use cases. Sure if you’re just cutting card stock, 15v will cut longer. I’d consider that a niche light duty use for a knife. Lack of wear resistance isn’t a real world issue for either steel in question but in the case of “extreme steels” like 15v catastrophic edge failure potentially exceeding the edge bevel isn’t out of the realm of reasonable possibilities with fairly normal use cases. When it comes to vanadium steels I generally advocate more is better, while keeping a minimal viable toughness threshold in mind ofc, because for one thing, logically, end user maintenance is going to require advanced abrasives regardless if it’s 4v or 10v, however there is a limit and balance to everything. In my view and informed by my experiences, that threshold is around 10v for knives in general.
LikeLike
John, have you tried the Spyderco 15V?
LikeLike
Cliff Stamp came to the conclusion that lower carbide, and lower edge angles were superior to higher carbide steels that could not support the same edge geometry. There is something to a steel like AEB-L being given enough strength at the edge to support very low edge angles. Its a great experience. He claimed sharpening time to be a factor as well but I don’t feel the same sentiment that it is as much of a factor in my enjoyment of these high carbide steels. I do applaud the use and testing of these extremes by Spyderco and Shawn. Highly appreciated the article, and as always, your efforts in sharing your findings.
Thank you so much.
LikeLike
My conclusion is that we need to use a fundamentally different approach to low carbide and high carbide steels to get the best result.
LikeLike
In Plane Blades, since the cutting type is by thrust, would steels with high carbide content such as (Magnacut) be an improvement? Or would it be more appropriate in knives where the cut is by sliding?
LikeLike
Difficult to answer – with plane blades and chisels, sharpening often relies on the burr to compensate for the fact that the back is not flat, but it can be more difficult to manage this in very hard high-carbon steels. The primary value of those hard carbides (in knives) is to reduce wear from sliding, which doesn’t really occur with plane blades except through the skew.
LikeLike
What approach do you mean? Can you share?
I read all your site and I am very thankful you to all this info.
I like powder steels, have many of them and think that it can give the best result. But usual sharpening technique should be modified, of course.
Some required moments – as a summary:
2. Control of pressure – will help not to destroy so much carbides.
3. I took it from Vadim Kraichuk – on the next abrasive we should start from the edge side without burr. And only after sharpening this side – will sharp side with burr. It seems, it can help to care about carbides
4. It seems, old approach from old sharpeners – should be required. I mean – increasing angle on next abrasive. They used it for removing “bad” usual steel from edge, but we also can remove powder destroyed carbides.
5. And next moment – micro-convexity. It seems, it is only one real approach to remove burr and make edge little bit stronger.
If 4 first items are pretty clear for me, but 5th – is pretty variative. We can use flexible abrasives – jeans, leather, paper and etc.
Or we can use natural stones for 5th item – softer or harder. Maybe in this way we can give some interesting result, but I don’t see much open info about natural stones+powder steel. So – gray zone for me. I have some stones and try it on strong steels, but I can’t evaluate is it better – mix feelings. And it is not so easy to test it, but I think about it.
P.S. btw, not about knives, but about razors. I have some experience in razors and I loved iron oxid as an abrasive. I didn’t notice info about it on your site, if you didn’t try – it can be interesting. I guess, it can be better for usual razor steels and geometry in comparison with more aggressive. The easiest way to have it – paste Dialux Rouge (red).
LikeLike
1. Burrs in high carbide steel can be very tough – high grits are always the best way to remove the burr, assuming you don’t want to leave it for toothy-ness.
2. Pressure is tricky to understand – coarse grits with fewer contact points apply much higher pressure and the curve of the blade makes much smaller contact than the straight edge and therefore is exposed to higher pressure.
3. There is some reason to believe this, but I haven’t looked at it specifically.
4. I always do this with a guided sharpener, where 1/2 degree increases are feasible, but really we only need two grits at most.
5. Stropping to apply micro-convexity is a fairly foolproof way to remove a burr, but we need to use a lower angle of sharpening to allow for that increase in angle. In many cases we want to keep the burr for toothy-ness, just refine it slightly – in these cases stropping must be done very judiciously.
LikeLike
My goal is to develop two sharpening regiments: one for softer, lower-carbide steels (H2, LC200N, AEB-L), and one for harder, higher carbide steels (M390, K390, S90V).
So far, I have a few takeaways:
– Microserrations improve cutting ability and duration across all steel edges. They functionally act as a slightly wider and stronger apex.
– With low carbide steels, microserrations are composed of the matrix itself. They are created with a low grit finish, and they leverage the high toughness of the steel in a similar way that SE does.
– With high carbide steels, microserrations are exposed carbides sticking out from the matrix. They are created with any abrasive softer than the carbides but harder than the matrix (basically any stone that isn’t diamond).
However I am not nearly as sharp as any of these edges and I have some questions.
1. Is a glass or similar stone needed to expose the carbides (after final diamond grit), or can stropping alone achieve this? A Sharpal 8k glass was used for this in the example, can a black compound or even green be used in place?
2. What grit finish benefits high carbide steels better? The important factor is the preservation of the carbides in the apex, but does exposing those carbides after 300 vs 1500 grit (diamond) make a big difference?
3. For lower carbide steels, does stropping after a low grit finish help or hurt the matrix microserrations? Is a black compound (3 micron) or green (0.5 micron) better suited for this?
LikeLike
This was meant to go under the Maxamet thread^
To clarify, SE meaning Serrated (Spyder) Edge.
LikeLike