
-
Carbides in 15V
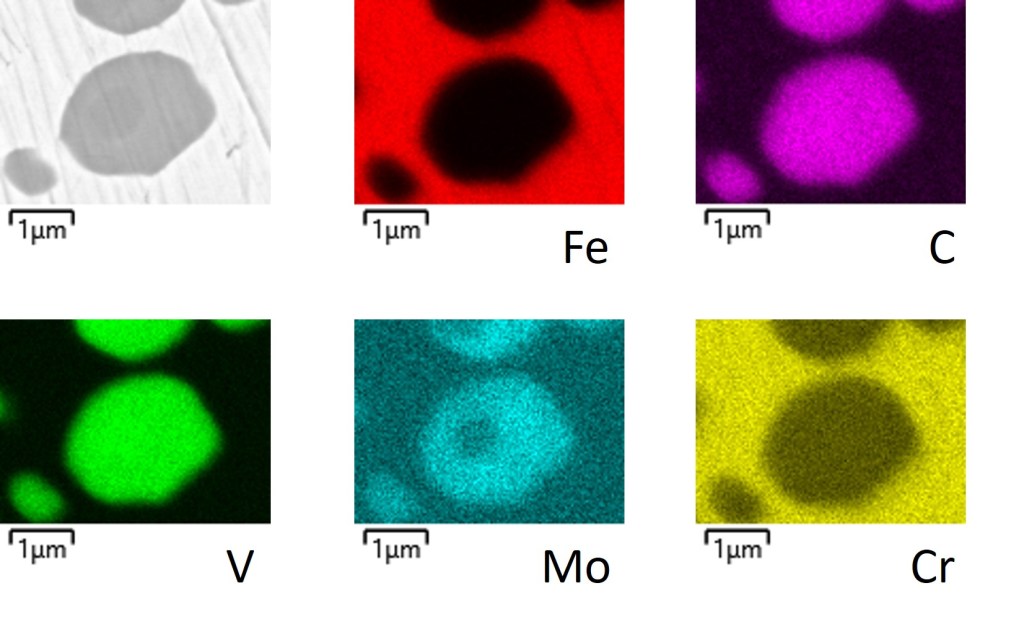
In December 2022, I purchased one of the Spyderco Manix 2 sprint run knives in 15V steel produced with the heat treatment developed by Shawn Houston (Triple B Handmade knives) that produces an impressive Rockwell hardness of 65 HRC. CPM 15V steel from Crucible Industries (datasheet) is a high vanadium (14.5% by weight) wear resistant tool…
