

This article is the third in the “carbides” series, following Carbides in Maxamet and Carbides in K390. I have split this post into 3 parts to improve readability. Part 1 includes the preamble and images of the blade after the factory edge was dulled with use. Part 2 shows the effects of several sharpening techniques on the carbides and Part 3 focuses on the dulling of a keen edge.
The observations described here are from a single example (a Spyderco Para Military 2 in S110V) and so, as usual, we should be careful with generalized conclusions about S110V steel, or other high carbide steels.
The goal of this series is to identify the various microscopic behaviours of individual carbides and the matrix containing them that may occur with sharpening and use. In particular, to understand how the hard carbides contribute to cutting performance and endurance and how they respond to various sharpening procedures at microscopic scale. Cutting performance is largely determined by sub-micron scale geometry and morphology of the apex and microscopic observation is required to understand the relevant sharpening and dulling mechanisms.
S110V contains relatively high amounts of vanadium (9%) and chromium (15%) leading to a high volume fraction (27%) of 1-2 micron-sized carbides. Typically hardened to 58-61 HRC it is another of the “premium” or “super” steels that are anecdotally observed to outperform more traditional cutlery steel for certain tasks. The physical role of such carbides at and near the blade edge is not well understood. These steels can be thought of as a combination of hard, brittle spheroidal carbides contained in a somewhat softer matrix (softer than the carbides, but still hard). The Rockwell C hardness (HRC) is measured over a much larger scale than the carbide size and represents the indentation resistance of the combined material. In general, the carbides in this class of steel may be well dispersed or may be agglomerated in multi-carbide clusters, depending on the manufacture and subsequent heat treatment of the particular steel. The importance of the matrix should not be underestimated in the overall performance, as evidence by performance variations with heat treatment of the steel.
Steels of this type are typically referred to as “wear-resistant” owing to the fact that the extremely hard vanadium carbides slow the wear-removal of the steel matrix. Previous articles have demonstrated the mechanism where the carbides are exposed as the matrix is removed around them. It is reasonable to expect that a steel with substantial carbide content, vanadium-containing carbide in particular, will have a wear resistance determined primarily by the properties and quantity of the carbides inclusions rather than those of the steel matrix. However, the matrix steel must be hard/strong enough to hold and stabilize those carbides in a geometry where they can resist wear.
Conventional, macroscopic testing such as hardness and toughness measurements are predictive of larger scale behaviour such as significant chipping or breaking the tip from the blade. There is currently no direct evidence that these macroscopic properties correlate with the microscopic behaviour of the apex. Open questions include how do the carbides contribute to the endurance of the cutting edge when (as in most situations) the edge deteriorates through other forms of wear than abrasion? Most importantly, is there a superior or preferred approach to sharpening that can maximize the edge retention that this class of carbide-rich steel can provide?
The term wear is generically used to denote the loss of steel, in this application from the blade apex. In the textbook definition there are four distinct types of wear; adhesive, corrosive, abrasive and surface fatigue. Sharpening primarily involves a combination of abrasive and adhesive wear, as discussed in the article Grit, Scratches and Sub-Surface Damage – Part 1. However, surface fatigue (micro-chipping) plays a particularly important role at the apex during both dulling and sharpening. Anecdotally, I have found no evidence during the past decade of research that corrosive wear plays a role in sharpening or dulling with normal use. Of course corrosion is of concern in specific environments like salt water or cutting acidic foodstuffs.
When describing S110V and similar steels as wear-resistant, we are typically referring to resistance to abrasive wear. These steels are especially resistant to grinding by abrasives that are softer that the vanadium carbides, particularly silica but also alumina to a some extent. Steel with a high concentration of vanadium carbides would be expected to display enhanced resistance to dulling by (softer) abrasive wear compared to simple steels (as, for example, is measured by CATRA testing).
If we define the “edge retention” as the relative amount of productive use achieved before maintenance or sharpening is required, it might be reasonably expected that enhanced abrasive wear resistance is beneficial to real-world edge retention. However, in real-world use, dulling rarely occurs through simple abrasion of the edge. A steel which deforms plastically without damage will be less prone to micro-chipping type mechanisms – an advantage in use, but a disadvantage in sharpening if it leads to tenacious burr formation. At the other extreme, a steel that is highly resistant to deformation is more likely to micro-crack or chip when subjected to the lateral deformation that is largely unavoidable when sharpening. Making this situation even more complicated is that a micro-chipped edge may possess good slicing aggression and edge retention, but very poor keenness and push-cutting ability, as is observed with ceramic blades. For these reasons, the real-world edge retention of a particular blade steel will depend on both the way the knife is used and the way it is sharpened. In other words, we must be cautious about generalizing results from experimental testing that uses one particular sharpening condition and test media.
I purchased the particular knife for this study from Blades Canada two years ago and have alternated several times between everyday use and laboratory experiments. Although I don’t show images of this knife as-received, it had a similar factory edge to the K390 and Maxamet blades with buffer-exposed carbides. The exposed carbides were still visible in some areas when first imaged after a few months of everyday use. As I have to disassemble the knife and maintain the blade at a high level of cleanliness for imaging and experimentation, it isn’t practical to frequently alternate between laboratory and Every Day Carry condition.
I will show some observations of how this particular blade dulled with my use, and the results of several different sharpening techniques that highlight some of the issues that make this type of steel challenging to sharpen.
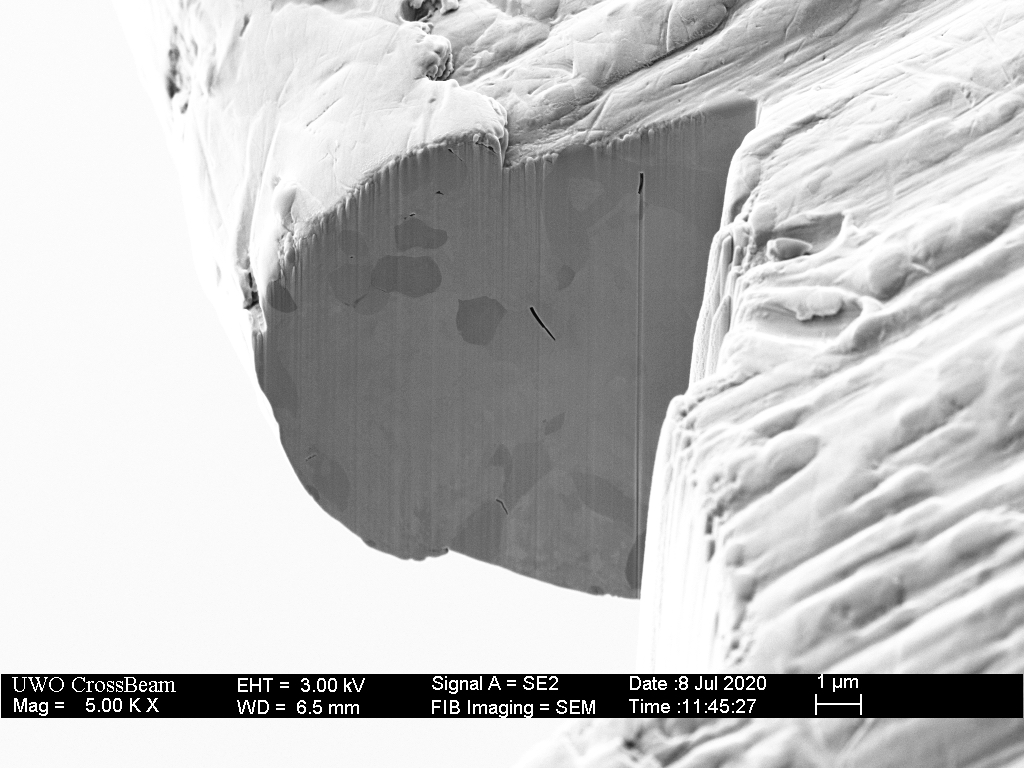
After using the knife for a few months, mostly for opening packages and cutting down cardboard, it reached a point where, in my opinion, it needed sharpening. No maintenance, such a stropping, was performed prior to this time. There were generally two degraded edge morphologies present; some areas were micro-chipped with a 20 micron edge width, but with relatively square shoulders. The similarity to a ceramic knife blade is striking. The dullest areas were blunted by mushrooming, but based on the amount of steel loss, it seems likely these areas were micro-chipped first and then mushroomed. Cross-section imaging showed minimal damage to the carbides below the mushroomed edge.
Imaging of the dull knife
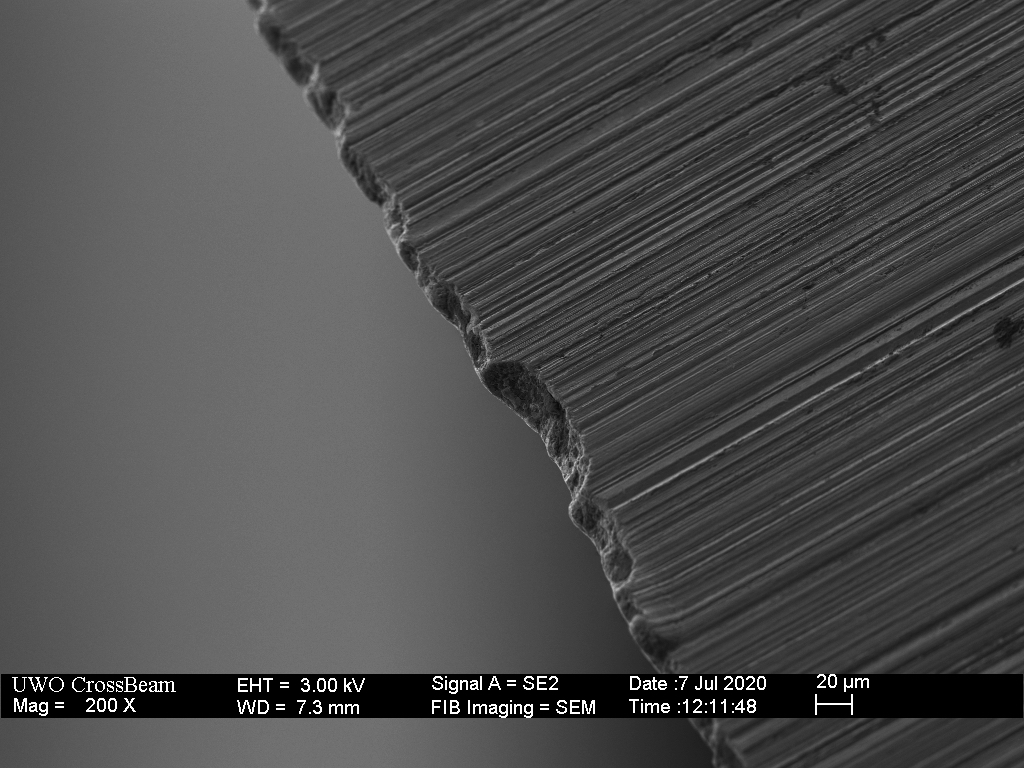

The “factory edge” on this knife was comparable to the one shown for the Spyderco K390 Endela in the Carbides in K390 article (reproduced below).
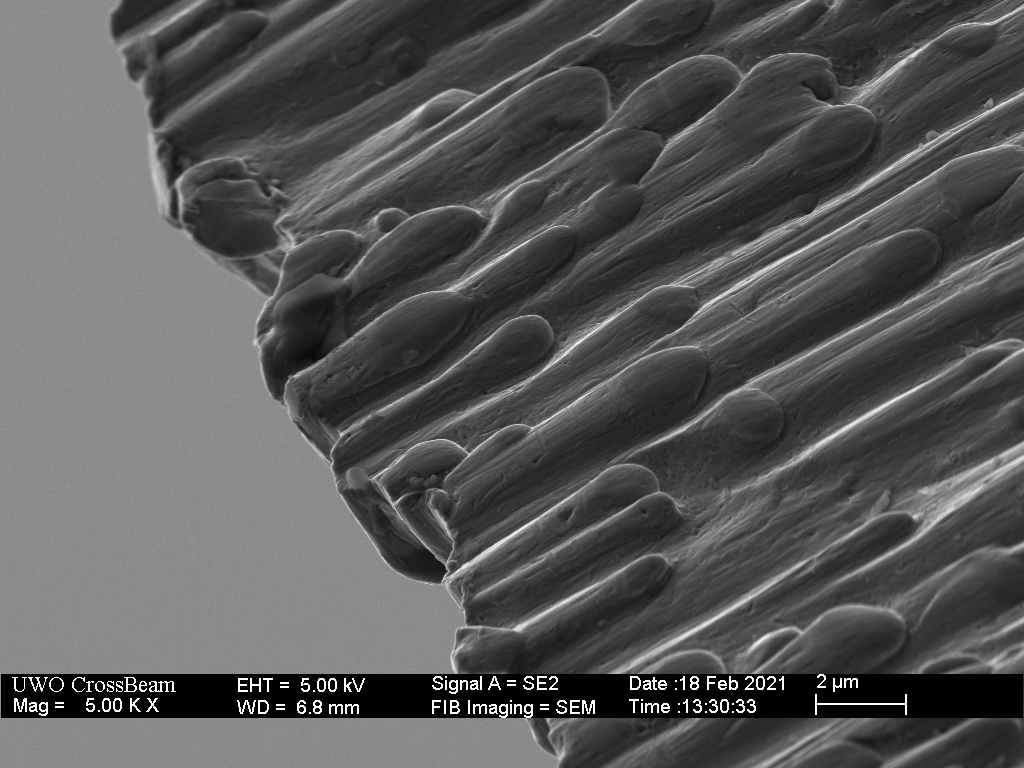
Initial observations suggest that the blade maintains micron-scale texture as the apex breaks away at micron scale (micro-chipping). The resulting edge is strikingly similar to that observed with ceramic knives. This micro-textured flat-edge with keen shoulders provides good slicing aggression, although dull by any edge width standard. In the most worn areas, those shoulders round off with micron-scale blunting by plastic deformation. It does not appear that the longer term edge retention can be directly attributed to superior wear resistance, but rather the to the micro-chipping mechanism by which dulling occurs.
Part 2 of this article explores the effect of various sharpening techniques on the carbides.

11 responses to “Carbides in S110V – Part 1/3”
Yesss!!!! I love these articles
LikeLike
Another great one, thank you.
I have observed some corrosive dulling that significantly degraded a knife’s score in the ‘hanging hair test (HHT).’ The blade was a Sabatier which was made from a high carbon, non-stainless steel. The original sharpening I gave it produced a HHT score of 5. After sitting in a cabinet in the dry New Mexico climate for over a year, the knife lost a large degree of keenness and then produced a 0 score on the HHT. Examination of the edge under an optical microscope at 2.0 K X revealed corrosion at the edge. Stropping the blade restored it to HHT 5. It’s possible that corrosive buildup at the edge thickened the edge profile and that stropping simply removed the buildup to expose the previous edge geometry.
It would great if you could find a way a to conduct further investigations into corrosive dulling.
LikeLike
Clay, you are probably one of the only people who can sharpen a knife to HHT5.
To put a scale on this, HHT 5 (silent slicing) requires an edge radius of about 10-20nm (0.02 microns). HHT 0 (not engaging hair at all) occurs with a radius of 50nm or higher.
So, you would only need about 50nm (0.05 microns) of oxidation to “dull” the blade from HHT 5 to HHT 0. This thickness is just sufficient to form the beginnings of a visible patina – 100nm is certainly sufficient. In other words, you can see this amount of oxidation on the freshly polished surface of a carbon steel bevel.
If you had a conformal film of 50nm thick on a 20nm radius edge and simply removed the oxide without touching the metal, your new edge radius would be over 50nm – oxidation occurs uniformly from all directions, not linearly in from the bevel.
However, HHT 5 also requires that the edge is lubricated, normally from the transfer of “fat” from stropping on un-charged leather.
If the HHT 5 performance returned with clean leather stropping, this was due to removal of build-up from the air that didn’t react with the steel and/or the re-application of that lubricating film.
I have looked at carbon steel blades that have sat in a cabinet for at least a year and not observed 50nm of oxidation. However, those blades were meticulously clean and not exposed to salt from handling with bare hands.
LikeLike
Excellent imaging and an interesting subject, as usual. I’m always on the lookout for a new post from you, Todd. They never disappoint! I’m looking forward to the subsequent parts of the series.
–Eric
LikeLike
Unraveling reasons behind the sometimes frustrating early experiences of restoring or improving my S110V knife edges. I feel like I accidentally sorted out how to get a durable edge on my favorite EDC 941 Benchmade. Now, finally, I’ll understand why and if I’m leaving anything on the table. Your images and attention to detail are superb. Thanks for saving some of what little hair I have left! 😉
LikeLike
BTW, Todd, how was the blade in conventional tests? For example, would it still slice newsprint? Would the microchipped parts reflect light?
LikeLike
Definitely reflects light – you can see a 1-2 micron wide edge easily in bright light. Slicing paper with the deteriorated edge is possible, just like it is with a dollar-store ceramic knife. But it’s noisy and doesn’t start easily.
LikeLike
Are those black lines appearing in the cross-section voids from sintering? If so and given the high ceramic content, micro-chipping is not really unexpected.
LikeLike
I do observe these separations or voids(at a much lower rate) away from the sharpening zone, so they do occur in the bulk. I wonder if they can be created by thermal shock during heat treatment.
However, I am fairly confident that the ones that open perpendicular to the edge result from burr flexing.
LikeLike
Thanx much for your effort.
LikeLike
Thank-you Sal.
LikeLike