

In part 1 of this article, I discussed some of the open questions about this class of steel. Here, in part 2, I show the issues arising when sharpening by various techniques.
Sharpening by plated diamonds on a guided system (Wicked Edge).
For the first sharpening, I used Wicked Edge diamond stones, 200, 400 and 1500 grit with a sharpening angle of 16 degrees per side. Anecdotally, this procedure produced mediocre results both in terms of initial performance and longevity. Microscopic analysis suggests that minimal burrs were produced, but that the apex was weakened by carbide damage. Extended sharpening with the 1500 grit did not resolve these issues. It is clear that additional sharpening/honing steps are needed to remove the damaged apex material and impart the sub-micron geometry necessary to improve cutting performance.
Sharpening on hard stones typically produces extreme lateral pressure on the last few microns of the edge and forces it to flex away from the stone. Repeated grinding of one side allows this deflected material to continue growing and form a large “sharpening burr.” By alternating sides with grinding, the burr can be minimized, but the last few microns of the edge are still subjected to lateral deformation. In the case of a high-carbide steel like S110V, that back-and-forth flexing of the edge region typically results in fractured carbides, voids and a weakened edge. Importantly, that damage also occurs below the burr (in the burr root), so that even if the burr is completely removed, damaged steel may remain below the apex. At the same time, the edge that evolves as that weakened steel is lost with use may still possess good slicing aggression, like a ceramic knife, as discussed in part 1.
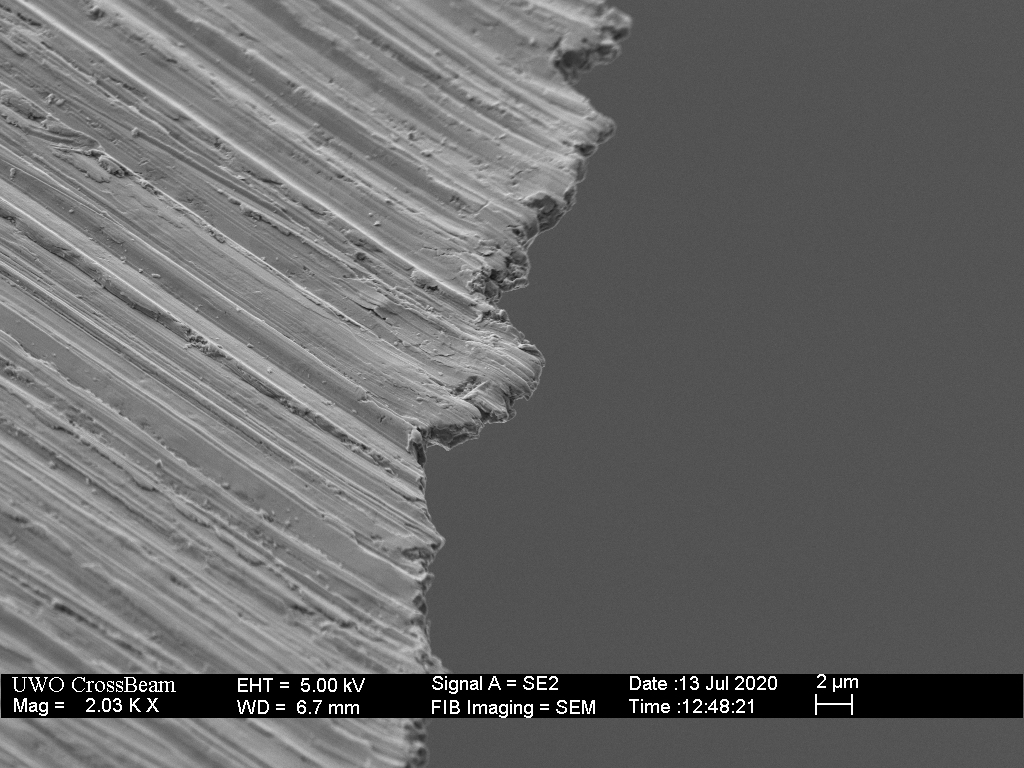
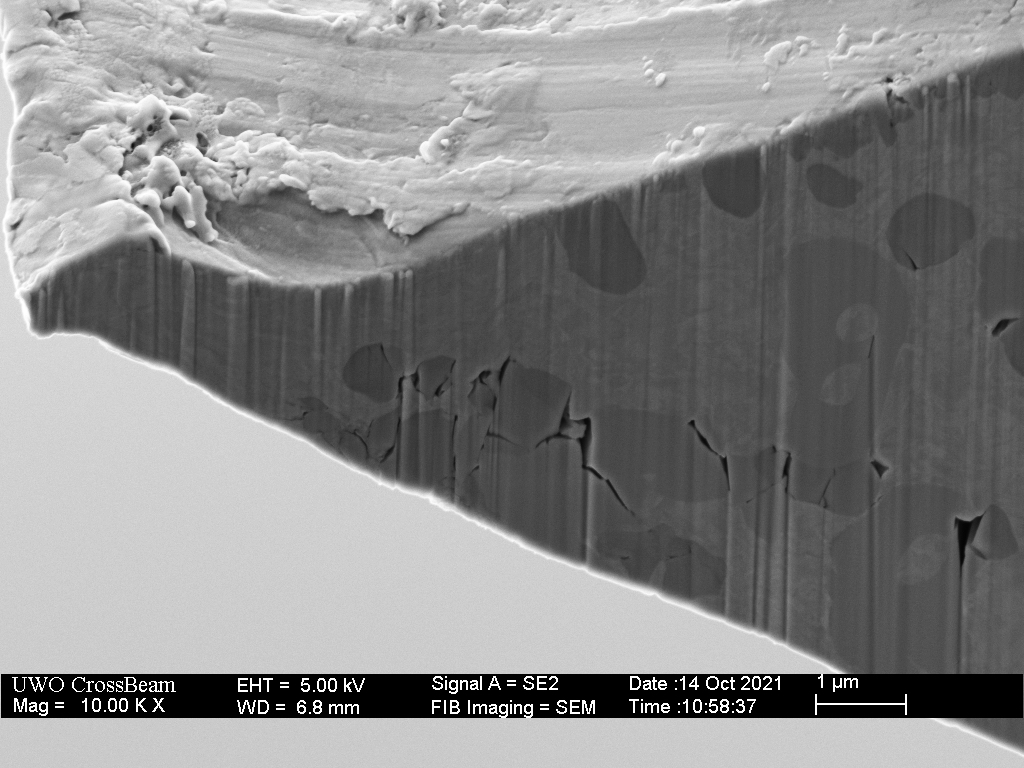
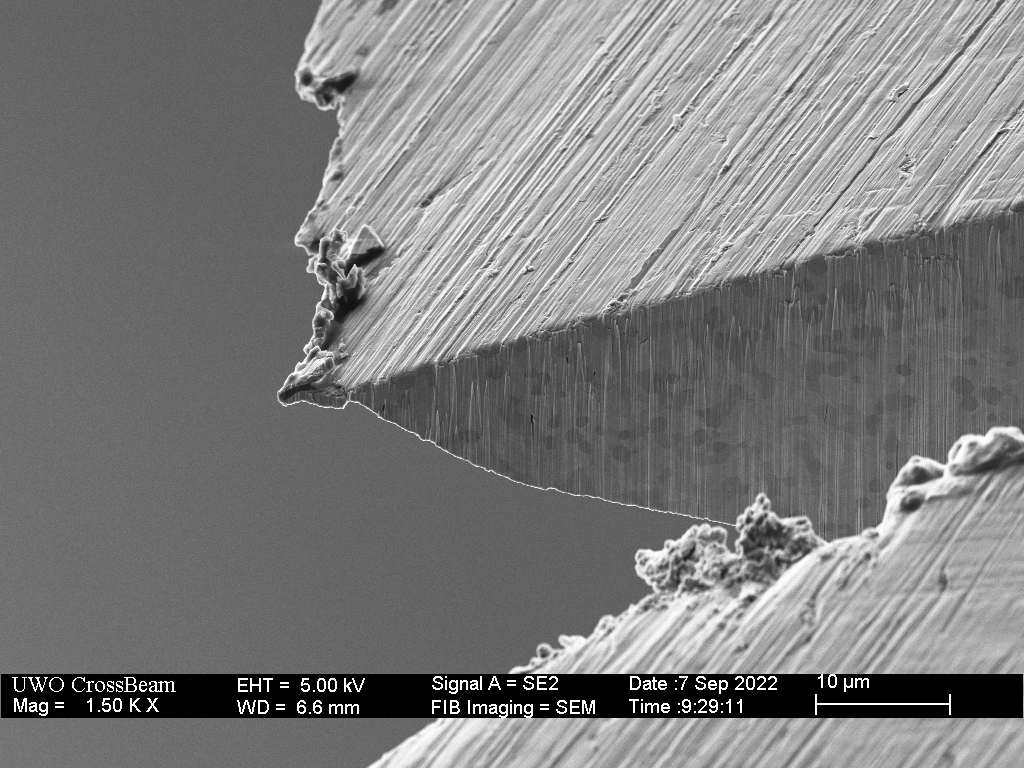
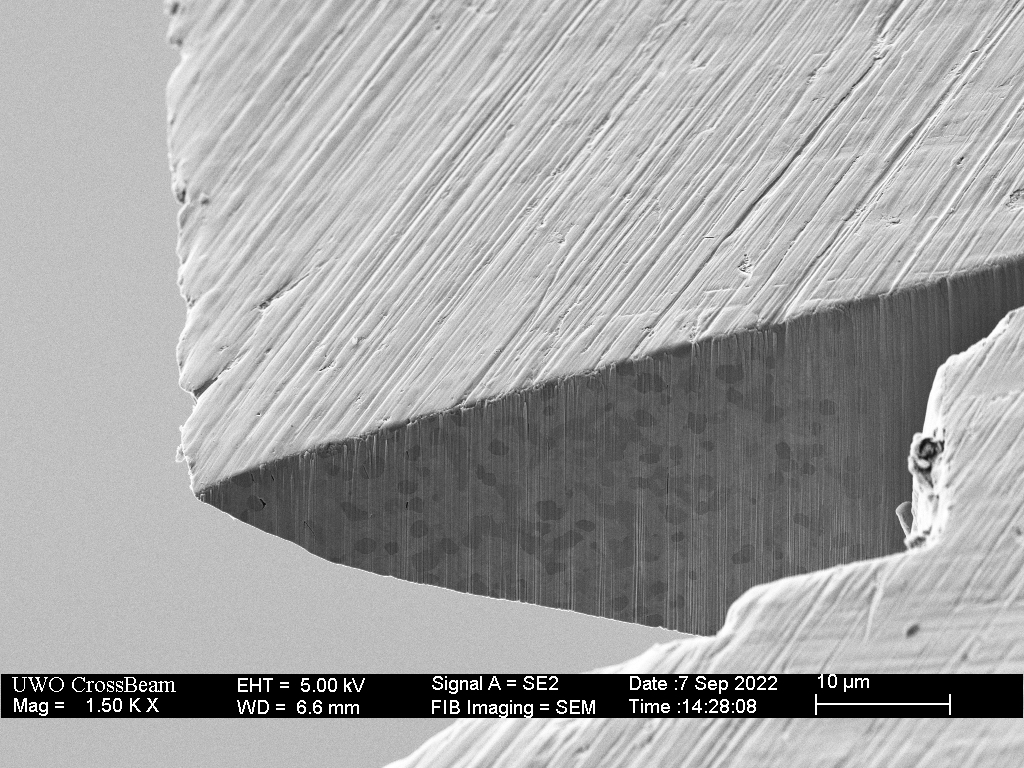
Consistent with many other observations, the micrographs below show that the combination of efficient abrasion, fixed angle and frequently alternating sides results in a minimal burr. The non-linearity of the edge is not related to scratch depth, but is the result of burr removal to microchipping that coincides with the severe cracking and void formation around carbide clusters. As the apex is flexed side-to-side during sharpening, the fracturing of carbide clusters create weakness that enables the burr to chip away. This damage is not observed further away from the apex (where flexing does not occur) suggesting it is not the result of simple sub-surface damage caused by abrasion.

Honing with the Spyderco SharpMaker white ceramic.
To help visualize the effect of ceramic honing on this steel, the blade was sharpened again at 16 degrees per side, but this time finishing with 1 micron diamond lapping film to produce a polish which exposes the (undamaged) carbides. The lapping film doesn’t remove enough material to push the apex back into undamaged steel (not shown).
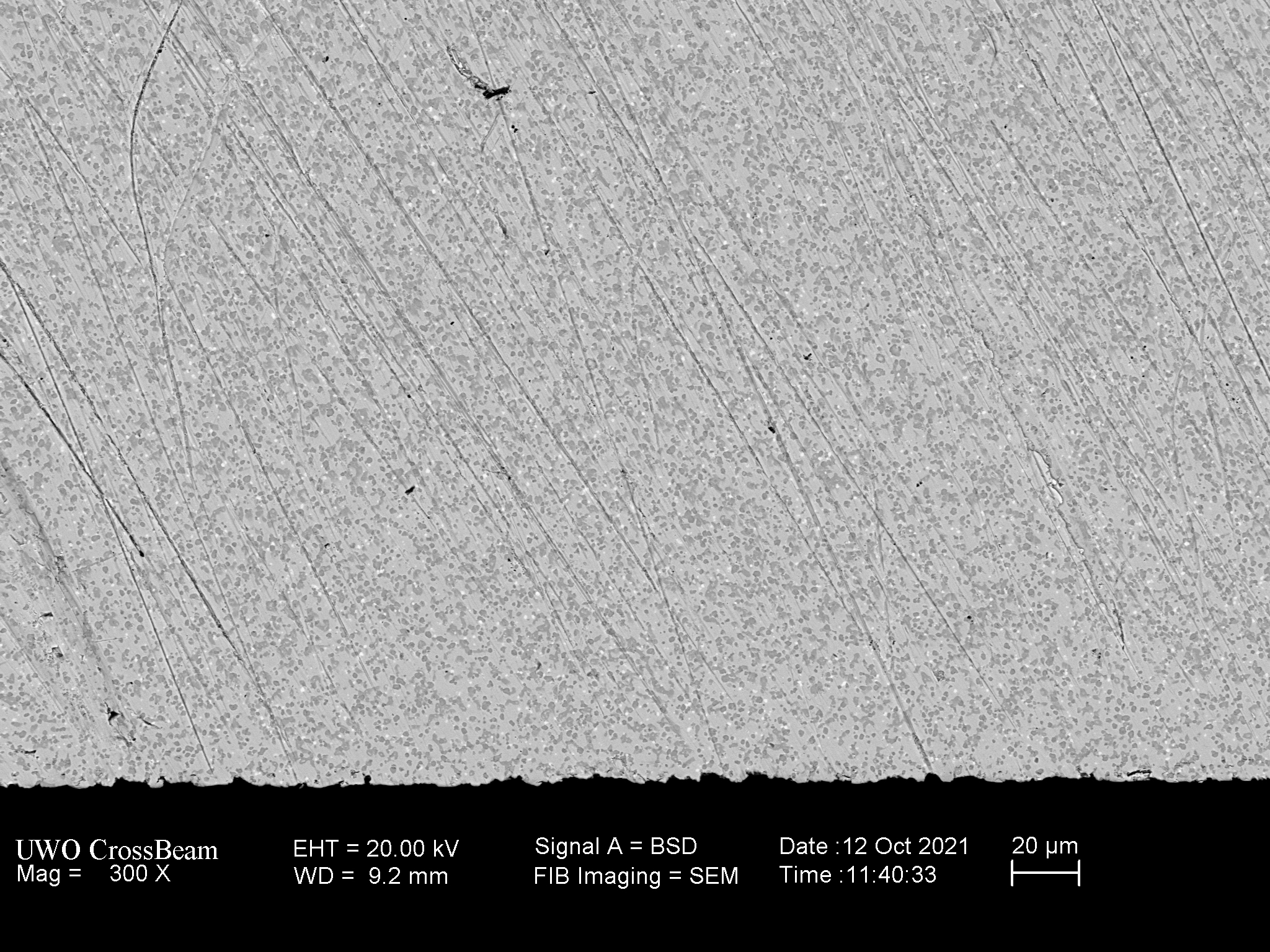
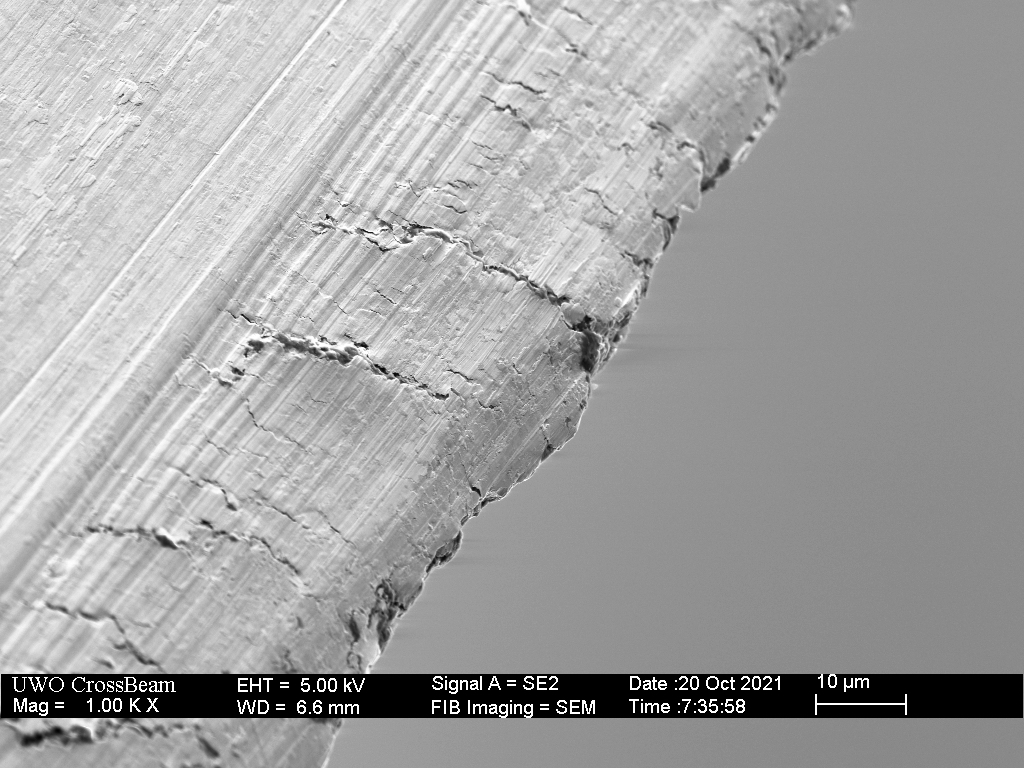
The blade was then honed at 20 degrees per side with the Spyderco SharpMaker white ceramic flat to form a micro-bevel. The micro-bevel can be identified in the micrograph below from the change in scratch direction.

The ceramic Sharpmaker rod removes steel by (relatively) slow adhesive wear, exposing the apex to extreme lateral forces until the micro-bevel is formed. This is typically a problem with micro-bevelling if the blade is not dulled prior. Additionally, even after the micro-bevel is formed, those extreme lateral forces will occur if the angle of approach is slightly increased (making contact only at the apex). The images below show a carbide cluster in the flexing region that is severely damaged. A relatively keen edge is achieved in the burnished apex; however, significant sub-surface damage is evident.

apex. Here the burr has been burnished to increase keenness.
Carbide Pull-Through “sharpener”
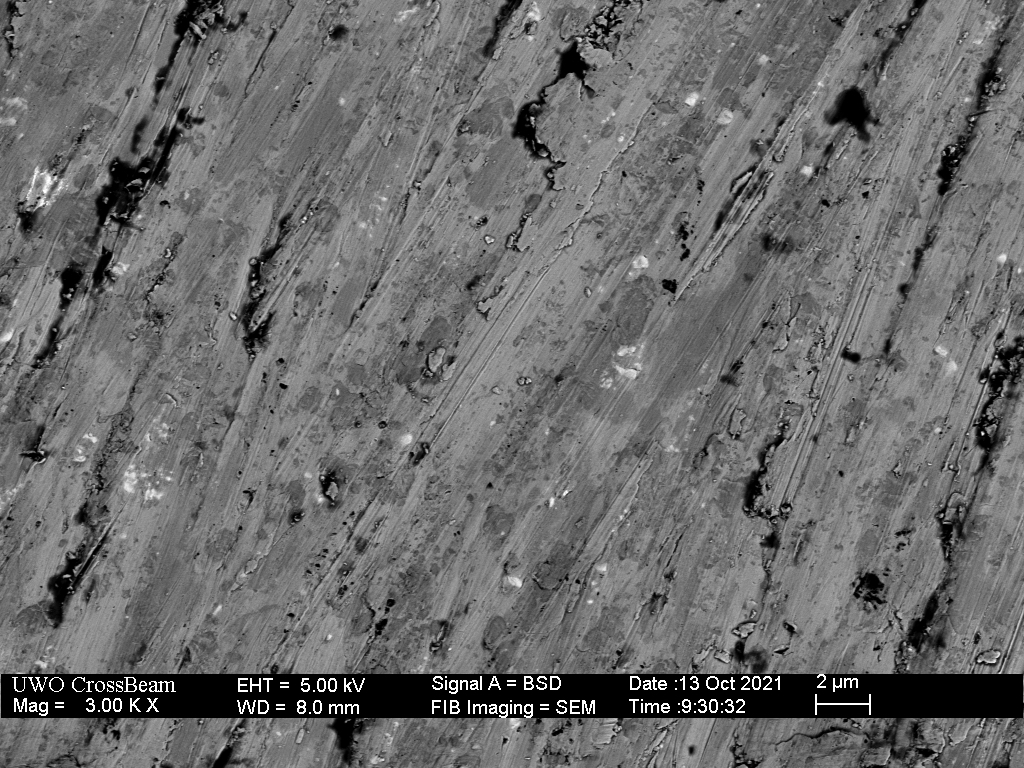
Not surprisingly, the Smith’s CCKS pull-through tungsten carbide “sharpener” was rather destructive.


Results from the pull-through confirm what we should expect, that these type of “sharpeners” rely on deformation of the apex, which won’t occur in this class of steel without substantial damage.
The steel does not respond well to sharpening that involves deformation and burnishing. Or, possibly, the steel may respond to those types of sharpening procedures once the carbides near the apex have been crushed and the steel softened.
Freehand diamond sharpening
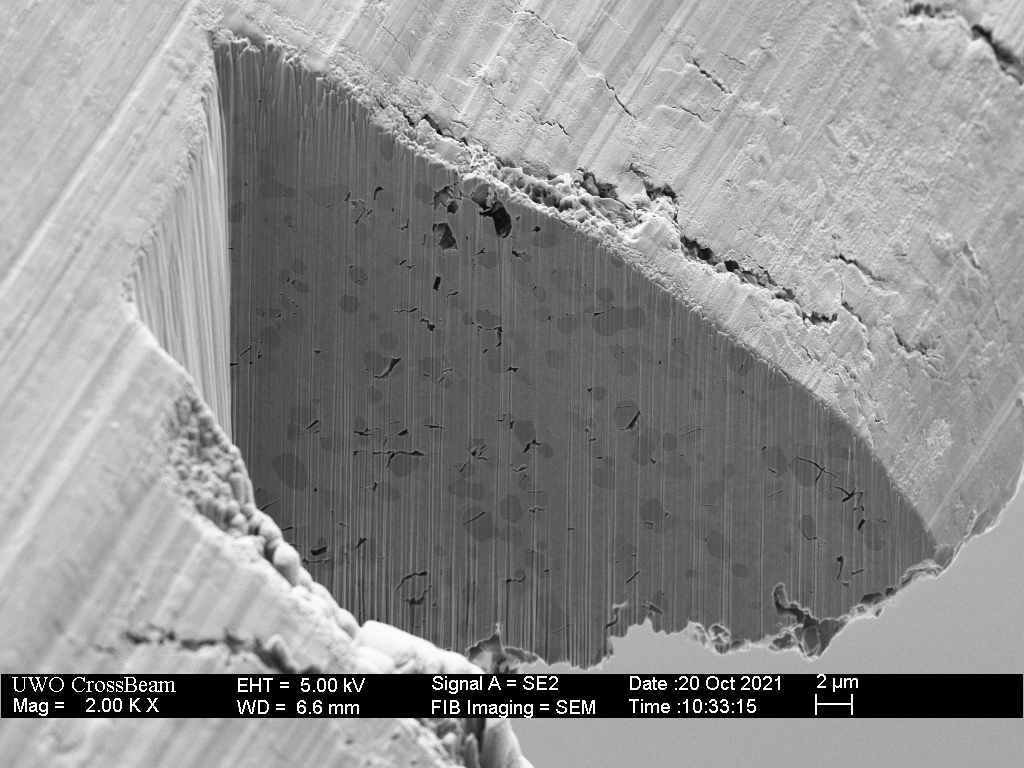
In the final example, the blade was sharpened freehand on a (electroplated) diamond DMT coarse plate. It is typically challenging to sharpen on this particular plate without forming a large burr. In this specific case, I alternated sides frequently and stopped as soon as I could feel a burr with my fingertips. I then “stood-up” or “centered” the burr with light alternating strokes at the same sharpening angle. The burr is shown below to be about 10 microns wide with a relatively keen apex. Although this burr provides good cutting performance, cracked carbides in the burr root will lead to premature failure. As a second step I removed the coarse diamond plate burr and the flex-damaged steel by micro-bevelling with a 4k-grit EdgePro Matrix resin-bonded diamond stone. The resulting “4k” burr was subsequently removed by stropping on a kangaroo leather paddle strop pasted with 0.25 micron diamond spray. The final result was a relatively keen apex with minimal sub-surface damage.
Summary
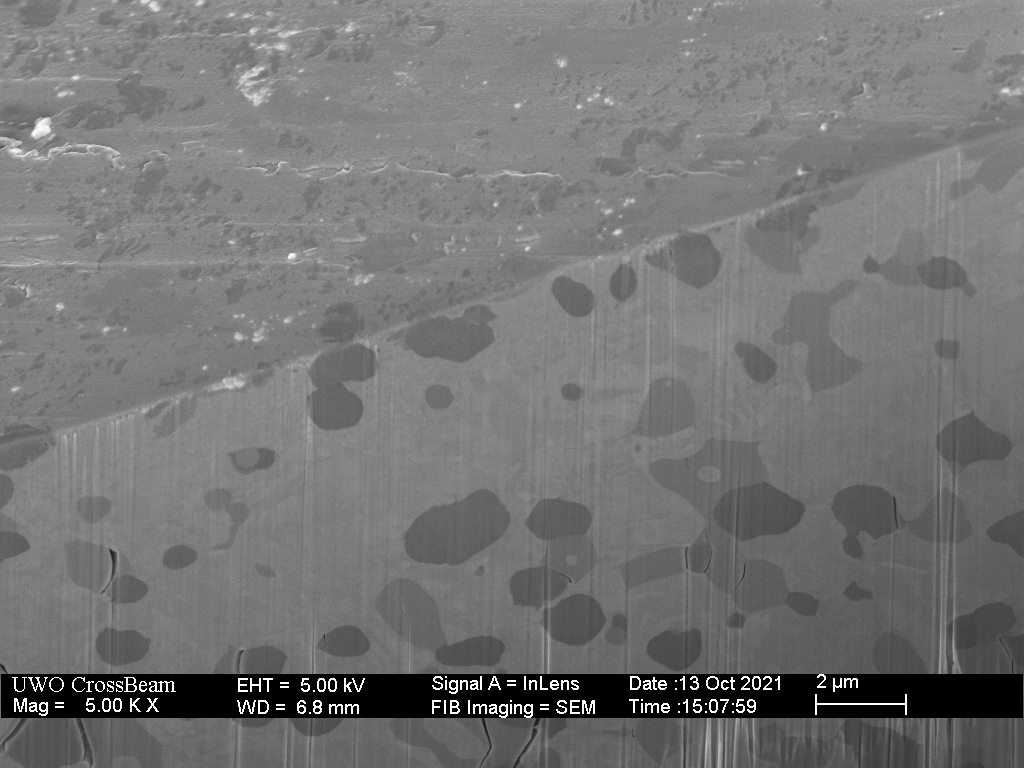
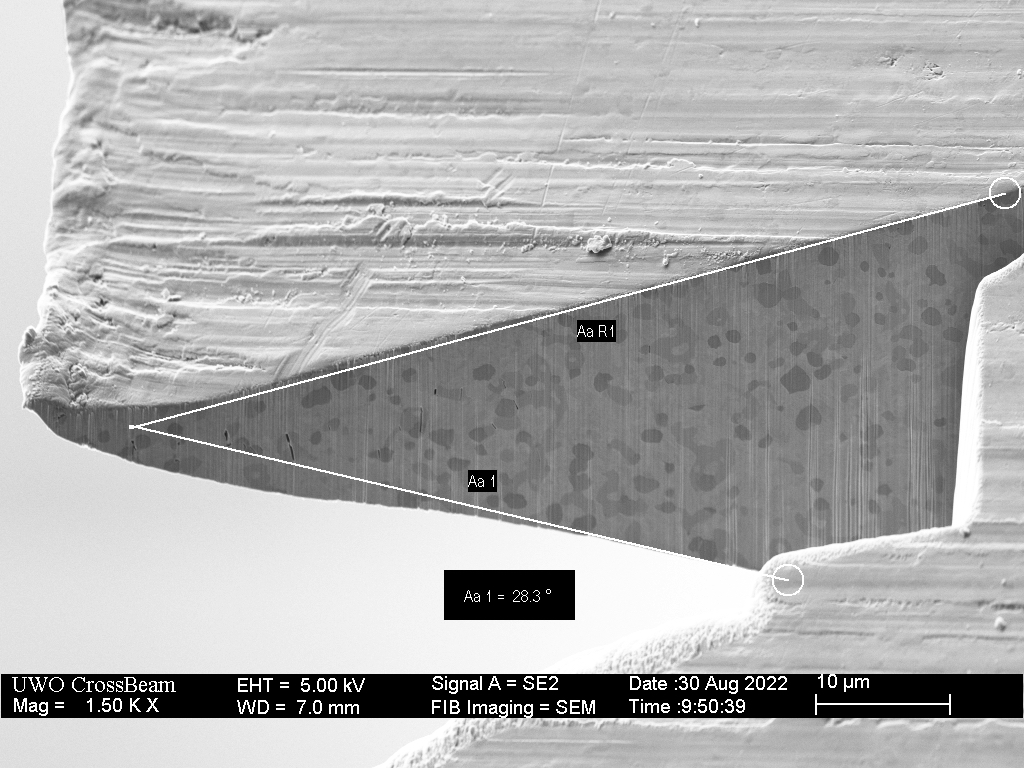
In both sharpening and use, this knife has shown that plastic deformation of the steel leads to cracking of carbides and void formation. The carbides are simply too hard to deform plastically at the observed scale and so either the matrix must deform around the carbides, or the carbides crack and/or form voids.
The data below show that it is not simply the softer chromium carbides that crack, but the harder Vanadium-Niobium-Molybdenum carbides do as well.

A keen, refined edge can be produced in this steel, but it requires some special care to do so without damaging the near-apex carbides. In part 3 of this article, the dulling of that keen edge with use is examined.

21 responses to “Carbides in S110V – Part 2/3”
So worth the wait! I am somewhat curious about what you mean by “mediocre results” reflecting on the 200-400-1500 sequence. I suspect your mediocre edge might stand as the pinnacle of many amateur sharpening enthusiasts thus far. That said, sharpening s90v and s110v has always left me feeling like I was definitely doing something wrong using methods so successful on so many other types of steel. I look forward to tweaking my method to obtain the durability that has eluded me on two of my favorite EDC knives. I believe you’ve cracked the code and I can’t wait to try it out! Another virtual beer to you Todd.
LikeLike
Even if you sharpen it without damaging carbides, don’t you think that the edge would experience similar lateral forces in use of the knife? Unless you’re a CATRA machine or some such…
Anyway, increasing durability of the edge can be accomplished by simply sharpening at a more obtuse angle. Of course, that will decrease cutting ability.
Roman Landes was right.
LikeLike
> Even if you sharpen it without damaging carbides, don’t you think that the edge would experience similar lateral forces in use of the knife?
Maybe not. When you are cutting stuff you are cutting things much softer then the knife with a slicing action. When you are honing on a diamond plate you are rubbing the edge on something that is considerably harder then the knife backed by a rigid surface.
I don’t think I would expect to see the same lateral forces here, generally speaking. Unless you are trying to cut off thin slices of marble or something like that.
Regardless if you can use the correct sharpening technique to achieve a keener edge then it’ll last longer then a obtuse edge, everything else equal. Provided you don’t make it so thin that it folds over or chips. Of course it all depends on what you actually using the knife for.
LikeLike
> Maybe not. When you are cutting stuff you are cutting things much softer then the knife with a slicing action.
Well, if that were always the case, blades would never blunt by rolling, but they often do. Consider some situations:
– cutting cardboard and hitting a patch of dirt, which has quartz grains
– cutting meat and hitting bones
– cutting carrots; the knife bites into cutting board and you pull it out at less then perfectly straight angle
So I don’t agree with you. From what I’ve seen (of blunt edges), lateral forces are frequent and significant. However, it is true that if one cuts soft, clean materials with low speed and well controlled angles, the damage will be less. Hence “CATRA machine” remark 🙂
LikeLike
It’s true that this type of damage also occurs with use, but the goal is minimize the amount of starting damage with appropriate sharpening and minimize the amount of damage with use through appropriate (micro)geometry. Ideally the blade should dull by other mechanisms before the damage reaches the point where micro-chipping takes over. However, the micro-chipped edge still cuts and would satisfy many people.
LikeLike
> the goal is minimize the amount of starting damage with appropriate sharpening and minimize the amount of damage with use through appropriate (micro)geometry
Well, I actually happen to think your approach should work fine. This is pretty much how I sharpen my knives (and even my axe), and I find these edges quite durable. The only real difference is that for knives I use plain denim strop (no compound), just to clean up the edge and (hopefully) break off some micro-burrs.
However, I prefer low-carbide steels. I find they offer better “sharpening to usage” ratio, especially when very high sharpness is desired. Of course, most sharpenings consist of just refreshing the microbevel, so it’s very fast and easy.
Anyway, part 3 should be interesting…
LikeLike
You are correct, but I know how a properly sharpened knife can perform.
It is a matter of expectations. If a cheap Amazon knife sharpened on a brick performed this way, I’d be thrilled. But we should have higher expectations for a knife of this quality and price-point.
LikeLike
Very interesting !
The carbides behave like a chocolate bar with chestnuts: When folded, the nuts detach from the chocolate mass of the bar, weakening and generating cracks. The only difference is that the carbides break down.
I’m very curious to see the results of blade wear !!!
LikeLike
Yay, new article!
Very valuable observations, and not just about carbides, but about “edge stability” in general.
(for reference: https://knifesteelnerds.com/2018/08/27/what-is-edge-stability/ )
LikeLike
The article touched on the very important topic of Yield strength instead of hardness, but not enough IMO. I honestly believe carbides provide little benefit for sharp shaving edges as the wear is not really a problem when cutting soft materials. The edge seems to yield instead and as ceramics have highly dissimilar compressive to tensile yields they fail by cracking or bending easier from less support material.
I’d wager a highly martensitic steel with a very high yield stress would be better than most high carbide infused steels for thin shaving edge retention.
LikeLike
> I honestly believe carbides provide little benefit for sharp shaving edges as the wear is not really a problem when cutting soft materials. The edge seems to yield instead and as ceramics have highly dissimilar compressive to tensile yields they fail by cracking or bending easier from less support material
I wonder if that pre-damaging the carbides and steel matrix in sharpening is even a strictly negative thing – for the purposes of blades in these high-carbide steels. It might increase the tendency of the edge to blunt by chipping and thus decrease its tendency to blunt by deforming. Chipping of steel produces new sharp angles, so perhaps the edge experiences some measure of “self-sharpening” as it wears that counteracts the overall trend towards bluntness (to a degree).
That was also noticed by Science of Sharp in “Carbides in S110V – Part 1”: “It does not appear that the longer term edge retention can be directly attributed to superior wear resistance, but rather the to the micro-chipping mechanism by which dulling occurs.”
> I’d wager a highly martensitic steel with a very high yield stress would be better than most high carbide infused steels for thin shaving edge retention.
I’d say, in practice, the ease of sharpening seems (to me) the most important parameter for maintaining high level of sharpness. So, low carbide (ease of grinding), hard (ease of deburring) steels would be the best. Exactly the kinds of steels normally used for razors.
LikeLike
This is so interesting I can hardly stand it! There’s so much crap info out there, and you’re the only one that is actually showing what happens, not just talking anecdotally.
LikeLike
What if any difference is there in technique/method between the initial sharpening pass and the micro-beveling pass?
LikeLike
^^
LikeLike
The hone used for micro-beveling cuts very efficiently at this geometry, which minimizes burr formation.
LikeLike
Excellent study as always.
There are couple points I still don’t understand.
How does carbides respond to ceramic stones like Spyderco Medium and Spyderco Ultra Fine? They have same structure as ceramic rods and same adhesive wear pattern but contact surface is greater and will create less elastic deformation near the apex. Is that enough to prevent carbide fracture or adhesive wear by itself is enough to force fractures?
How does Cromium Carbides respond to natural stones? Do they have same exposed carbide pattern seen in Vanadium carbides or do we get a clean cut because they are softer?
LikeLike
All ceramic stones and rods seem to remove steel primarily by adhesive wear, so these wear resistant steels can’t be “worn” without first crushing the carbides at the surface so that they can be removed with the wear film.
I think it’s common experience that natural stones struggle with hard stainless steel. But yes, I do observe exposed chromium carbides with certain sharpening and use.
LikeLike
I had a very bad experience sharpening 1.4110 on a Diamond Stone. It just wouldn’t shave hair using low pressure.
1.4110 is not that rich in carbides but carbide size is similar to K390 and some cluster on the 1.4110 are much larger than K390. I had no issues sharpening same knife on Al.Ox. stones or a 1070 steel knife on the diamond stone.
Knowing diamonds may fracture Chromium carbides makes this hypothesis quite likely.
The carbide fracture will not be an issue on all steels but considering it had such an impact on a medium carbide content steel like 1.4110 I suspect its quite common. 1.4116, VG10, AUS10, 10Cr15MoV, 9Cr18… all of those steels likely suffer from carbide rupture if we don’t take proper care to avoid the damage.
Did you use that triangular rod? Sharpened on the flat side or the corner?
LikeLike
First time, long time. Thank you for all your hard work on thi subject!!
So what would be the best way to sharpen a steel like this? It didn’t seem like you found a better/best method amongst your trials… Does edge trealing/leading sharpening play any effect? Does alternating from heel to tip and then tip to heel sharpening strokes to create a cross hatch scratch pattern have an effect? It seems as though the cracking/weakening behind the burr is the source of the issue… Would a sharpener that removes steel from both sides of the knife simultaneously, similar to the pull through style, be the best bet if it was a more refined system?
LikeLike
part 3 will release shortly.
LikeLike
Ohhhhh the suspense….
LikeLike