
-
The Slice Cut
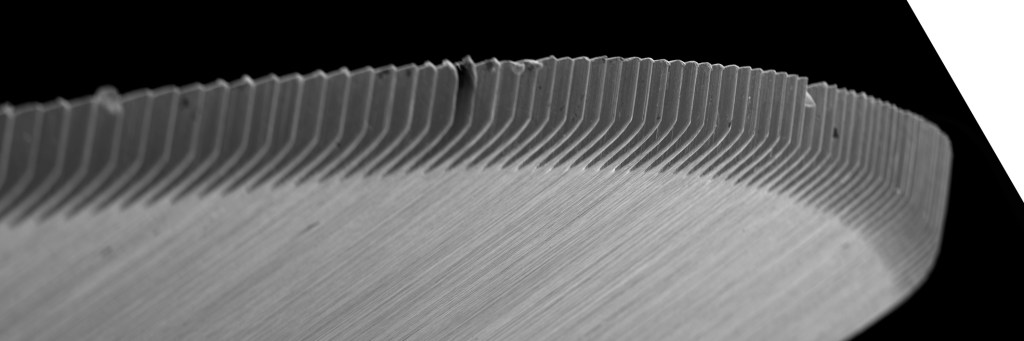
A discussion of blade sharpening for specific types of cutting requires an understanding of the slice cut vs the push cut. Cutting with a bladed tool can involve both motion perpendicular to the blade; pushing the blade through the material, and a slicing motion parallel to the blade. Occasionally the terms push and pull are…
